


鹏鑫钢铁
洛阳Q235B焊管厂家

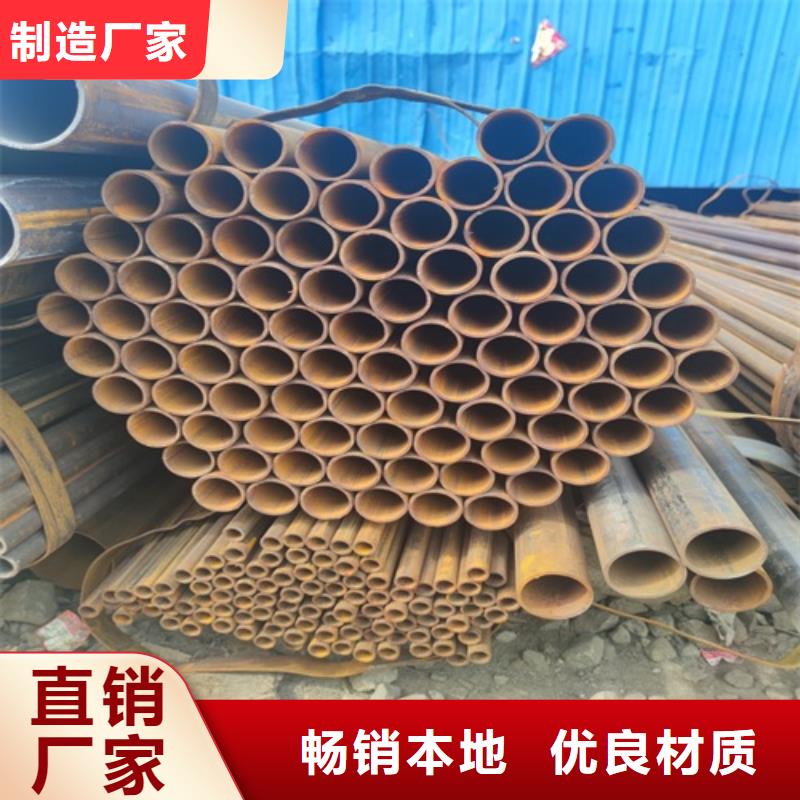
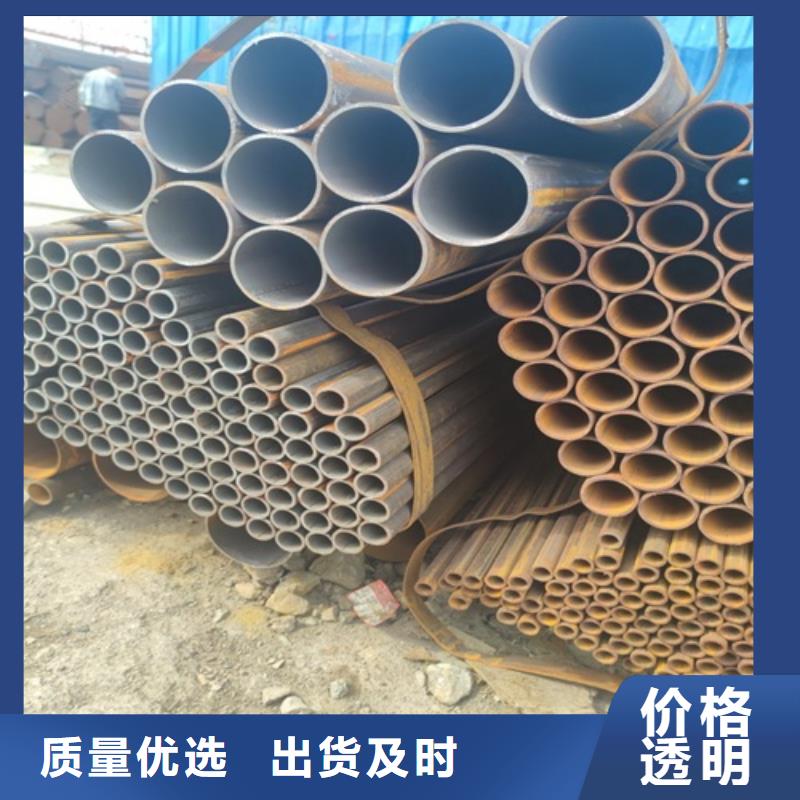
小口径焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 小口径焊管生产工艺 (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 (14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。



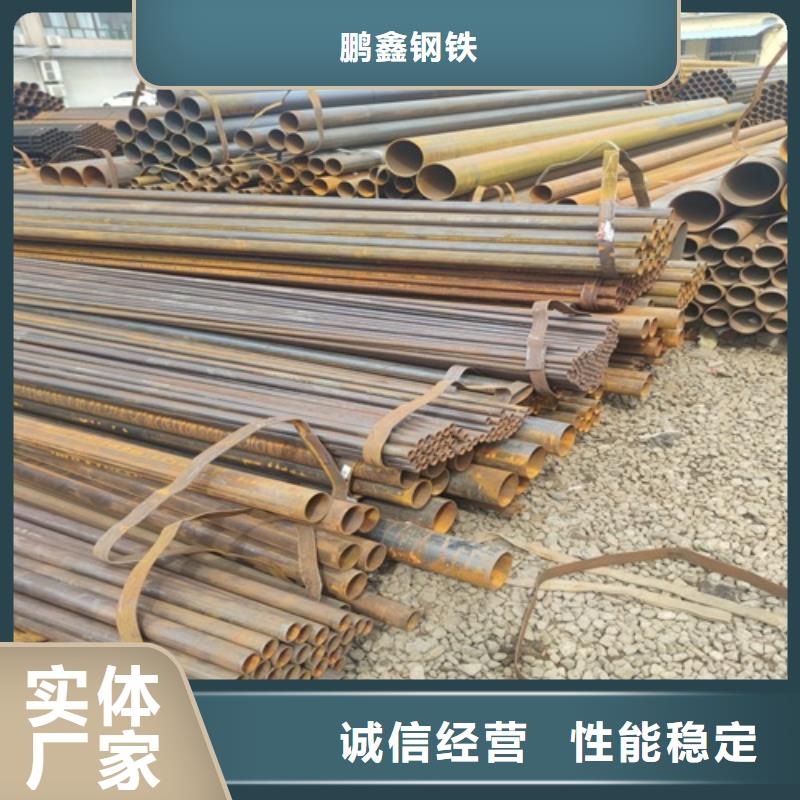
Q235B焊管的断裂现象分析 Q235B焊管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 Q235B焊管的断裂情况有几种呢,根据材料破坏后的情况防腐钢管和金属材料的断裂大致相同分为三种类型,即:①解理断裂,②扎洞生反型断裂,③滑移面分离断裂。其中⑦、⑤都是剪切型断裂。 解理断裂的断面严格沿晶体中某—品面分离,该晶面称为解理面。沿这个晶面断裂时,理论断裂强度较低,且由式(1—4)确定。决定解理面的因素有比表面能y,该晶面的面间距山以及沿法线方向的弹性模量。解理断裂几乎不伴有塑性变形,是一种脆性断裂,出现在体心立方、密排六方金居中。面心立方金属一般不会发生解理断裂。对本质L属延性材料的金届,剪切断裂是其主要的断裂机制。如防腐钢管合金中的第二相颗粒对滑移起阻碍作用,增大了对塑性变形的抵抗;当塑性变形增大时,第二相颗粒与基体界面发生剥昂,产生微小洞;洞的形成、长大与合并便形成了剪切断面。 对于高纯度金属,出于不存在第二相颗粒,双金属耐磨复合钢管因此不会产:生微小孔洞、沿移的结果仅仅仗得表面积不断增大,*后形成滑移面分离的断面。防腐钢管旋压复合技术是在专用设备精确控制下,复压轮旋转与内衬管摩擦产生热能,迅速达到不锈钢软化点,压轮向外挤压使外管发生弹性变形,二者产生过盈配合,实现紧密结合。从金届组织学的角度看,断裂又分为穿晶断裂和沿品断裂。
洛阳Q235B焊管厂家
 鹏鑫钢铁
鹏鑫钢铁